- English
- Afrikaans
- שפה עברית
- Cymraeg
- беларускі
- Hrvatski
- Кыргыз тили
- Kurdî
- IsiXhosa
- Zulu
- Punjabi
- Somali
- O'zbek
- Հայերեն
- Sundanese
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- český
- ελληνικά
- український
- Javanese
- فارسی
- नेपाली
- Burmese
- ລາວ
- Қазақша
- Македонски
- Română
- Srpski језик

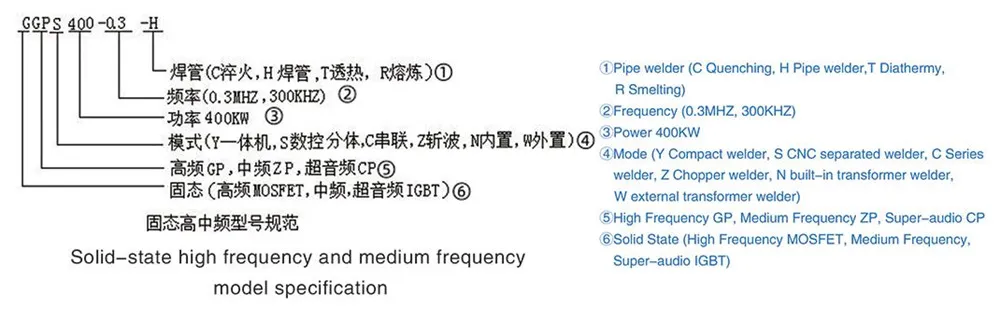
انتخاب توان و فرکانس جوشکار با فرکانس بالا
جوشکارهای فرکانس بالا مدل های زیادی دارند. یک لایه 50 کیلووات برای جوشکار کم توان، یک لایه 100 کیلووات برای جوشکار با توان متوسط، یک لایه 200 کیلووات یا 300 کیلووات برای جوشکار پرقدرت.
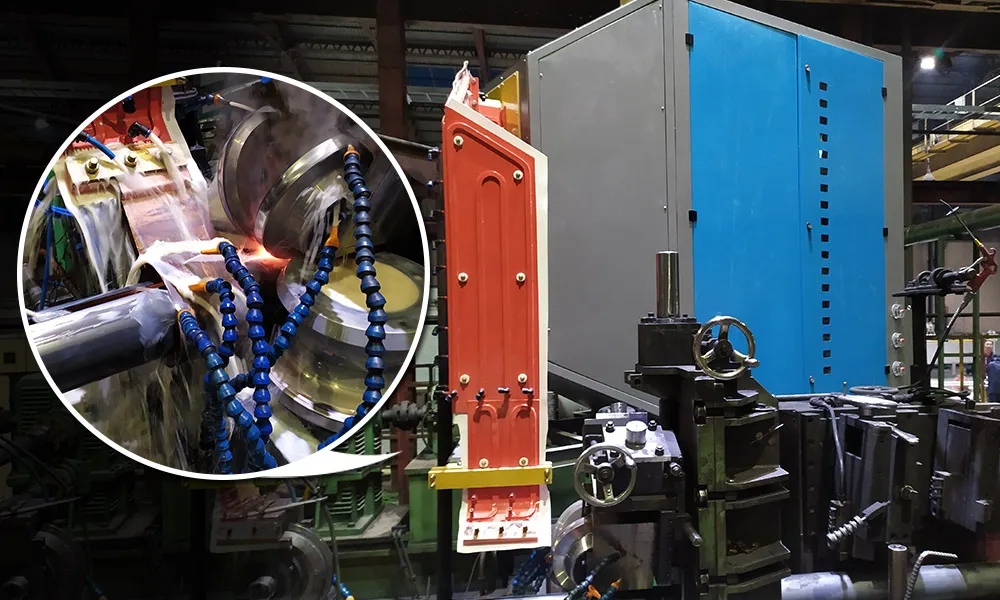
1. انتخاب قدرت عمدتا بر اساس نوع لوله تولید شده و سرعت تولید مورد نیاز است. علاوه بر قدرت جوشکاری با فرکانس بالا، عوامل زیادی بر سرعت جوش تأثیر میگذارند، مانند: ضخامت دیواره لوله فولادی، قطر، مواد، قطر سلف، پیچها، لوله مسی و قطر، طول، مواد و خنکشدن میله مغناطیسی. ; اندازه زاویه باز شدن لوله فولادی قبل از غلتک اکستروژن و غیره.
به طور معمول، ما بیشترین ضخامت دیواره لوله فولادی تولید شده توسط کاربر را به عنوان پایه اصلی در نظر می گیریم، زمانی که ضخامت دیواره حدود 1 میلی متر است، از جوشکار 100 کیلووات استفاده کنید. ضخامت دیوار حدود 2 میلی متر است، از جوشکار 200 کیلووات استفاده کنید. و به همین ترتیب، ضخامت دیواره حدود 8 میلی متر است، از جوشکار 800 کیلووات استفاده کنید. هرچه قطر لوله فولادی بزرگتر باشد، سرعت کمتری دارد. در شرایط عادی، طبق این اصل، سرعت اساساً می تواند الزامات را برآورده کند. در مواردی که الزامات خاصی برای سرعت وجود دارد، ملاحظات خاصی مورد نیاز است. جوشکاران بزرگ می توانند لوله های کوچک را جوش دهند، در حالی که جوشکاران کوچک می توانند لوله های بزرگ را جوش دهند، فقط سرعت متفاوت است.
انتخاب نیرو باید ظرفیت منبع تغذیه کارخانه و قیمت را نیز در نظر بگیرد.
2. انتخاب فرکانس ساده است. معمولاً دیواره نازک و فرکانس جوشکار با قدرت کوچک زیاد است؛ دیوار ضخیم و فرکانس جوشکار قدرت بزرگ کم است. ما می توانیم از 100KHZ تا 600KHZ جوشکار تولید کنیم. در صورت جوشکاری کامل، اگر فرکانس بالاتر باشد، باعث صرفه جویی بیشتر در مصرف برق خواهد شد. منطقه تحت تاثیر حرارت جوش داده شده باریک است.